真空釬焊爐的性能考核與使用維修
真空釬焊爐的性能試驗:
對于受測的真空釬焊爐應按照技術說明書�����、有關技術標準和有關安全規(guī)程進行準備并投入運 行�。試驗前���,必須檢査電氣線路和開關系統(tǒng)�����,并采取一切必要的安全措施。試驗必須在真空釬焊爐經(jīng)過充分烘烤除氣和真空釬焊爐處在正常工作條件下進行�。
(1) 極限真空度的測量在空爐冷態(tài)情況下,用真空釬焊爐車身配套的真空系統(tǒng)進行試驗�, 真空釬焊爐爐子應能達到技術文件中規(guī)定的極限真空度值�����。
(2) 空爐抽空時間的測量從爐內(nèi)起始壓強(一?般為大氣狀態(tài))時啟動真空泵開始抽 氣��,到真空釬焊爐爐內(nèi)真空度達到技術文件規(guī)定的真空度的時間���,即為空爐抽空時間。在試驗中����,油擴 散泵和油增壓泵的預熱時間����,不包括在空爐抽空時間內(nèi)���。
_(3)壓升率的測量 在真空釬焊爐經(jīng)過充分烘烤除氣后用關閉法測量���。當爐內(nèi)達到極限真空 度后,關閉真空系統(tǒng)各通氣口的真空閥門�,并關停真空泵,則壓升率為:
式中 △力——壓升率�,Pa/h�;
P2——第二次讀數(shù)時真空釬焊爐內(nèi)的真空度值,Pa�;
為一第一次讀數(shù)時真空爐內(nèi)的真空度值����,Pa,關真空閥門后15min測量��;
t 兩次讀數(shù)間的時間�����,h, 一般不少于lh。
真空釬焊爐容積過小時��,測量方法一樣,但考慮到容積因素����,應適當放寬國家標準中關于壓 升率的規(guī)定。
(4)工作真空度的測量在真空爐運行試驗中����,按技術文件中規(guī)定的工作溫度(考核溫 度)進行試驗����,應能達到所規(guī)定的真空度值���。
_(5)仝'升溫時間的測快在真空釬焊爐空爐處丁.室溫,并且爐內(nèi)的真空度已達到工作真空 度后即可進行試驗:試驗時調節(jié)爐子的輸入功率使其等飾定功率(允許右±]0%的偏差); 從接通電源至達到考核溫度的時間�����,即為空爐升溫時間���。
.6,爐溫均勻度的測址在其空爐處于考核溫度的熱檢定狀態(tài)卜、真空度處在工作真空 度時進行測量���,共測5次����,取5次最大溫度差值的算術平均值"測景區(qū)域�、測溫點的點數(shù)和 各點位置,應根據(jù)技術文件的規(guī)定�����。

真空釬焊爐的維修與保養(yǎng):
1.停爐后��,爐內(nèi)需保持在6. 65X1O4Pa以下的真空狀態(tài)。
2.爐內(nèi)有灰塵或不干凈時����,應用乙醇或汽油浸濕過的繃布擦拭干凈,并使其干燥��。
3.真空釬焊爐爐體上的密封結構����、真空系統(tǒng)等零部件拆裝時,應用乙格(或汽油清洗干凈�,并經(jīng)過 干燥后涂上真空油脂再組裝上�。
4.爐子外表面應經(jīng)常擦拭,保持清潔干凈���。
5.工件��、料筐、工件車等需清洗干燥后方可進入爐內(nèi)�����,以防止水分�����、污物進入爐內(nèi)���。
6.各傳動件發(fā)現(xiàn)卡位���、限位不準及控制失靈等現(xiàn)象時��,應立即排除�����,不要強行操作�, 以免損壞機件��。
7.機械傳動件按一般設備要求定期加油或換油��。
8.真空泵����、閥門、測量儀器���、熱工儀表及電器元件等配套件,均應按產(chǎn)品技術說明書 進行使用�����、維修和保養(yǎng)���。
9.維修操作應在停電情況下進行。在帶電情況下進行維修工作時�,必須保證操作人員、 維修人員及設備的絕對安全�����。
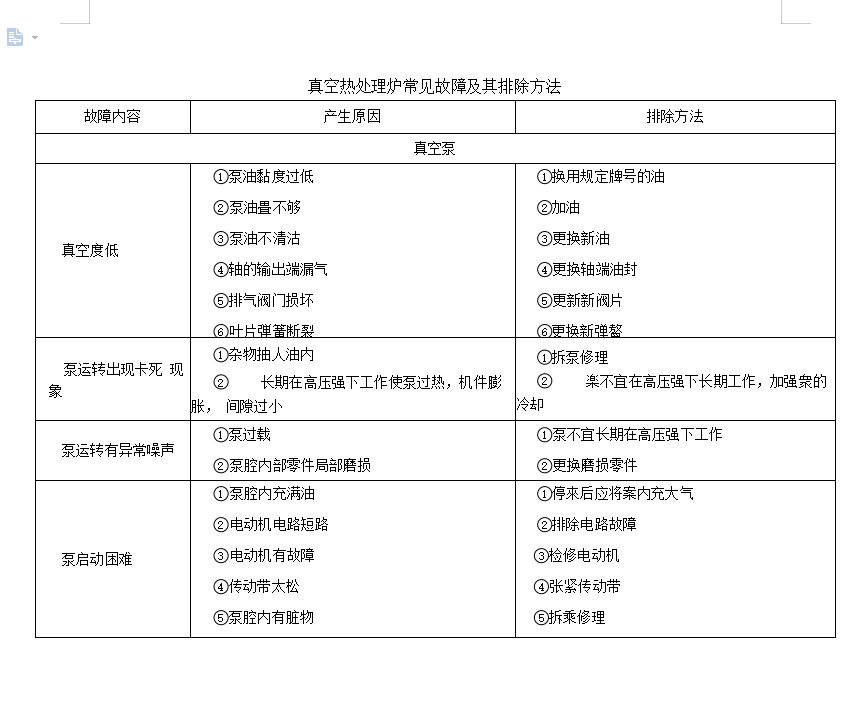
真空釬焊爐常見故障及排除方法見表中的說明�。
 設為首頁
設為首頁 加入收藏夾
加入收藏夾 聯(lián)系我們
聯(lián)系我們







